 La industria del Poliéster Reforzado con Fibra de Vidrio en Argentina tiene un importante desarrollo, pero son pocas las que implementan tecnologías destinadas a disminuir sus emisiones, principalmente motivadas por una falta de regulación y control gubernamental.
La industria del Poliéster Reforzado con Fibra de Vidrio en Argentina tiene un importante desarrollo, pero son pocas las que implementan tecnologías destinadas a disminuir sus emisiones, principalmente motivadas por una falta de regulación y control gubernamental.
El presente trabajo constituye un caso de diseño aplicado en una industria de fabricación de tuberías de Poliéster Reforzado con Fibra de Vidrio (PRFV) que pretende reducir sus emisiones de monómero de Estireno, generadas en su proceso de Filament Winding y Chop Hoop combinados.
C. A. Severi1, J. Galvez2 y S. Vardaro2
1 Student of Master Environmental Engineering. National University of Cuyo, Argentina.E-mail: cralse17@yahoo.com.ar
2 Bioprocesses. Faculty of Engineering. National University of Cuyo.
Conflictos de interés: El autor declara que no existe conflicto de intereses.
Editor académico: Carlos N Díaz.
Calidad del contenido: Este artículo científico ha sido revisado por al menos dos revisores. Vea el comité científico aquí
Cita: C. A. Severi, J. Galvez y S. Vardaro, 2017, Estimación del tiempo crítico de funcionamiento de un biofiltro para la mitigación de contaminación atmosférica por emisión de estireno y otros COVs en la industria de Poliéster Reforzado con Fibra de Vidrio, IV Conferencia Internacional sobres gestión de Olores y COVs en el Medio Ambiente, Valladolid, España, www.olores.org
Copyright: Los autores retienen la propiedad del copyright de sus artículos, pero los autores permiten a cualquier persona descargar, reusar, reimprimir, modificar, distribuir y/o copiar artículos del sitio web de olores.org, siempre que se citen los autores originales y las fuentes. No es necesario permiso específico de los autores o de los editores de esta web.
ISBN: 978-84-697-7359-8
Palabras claves: Chop Hoop, Filament Winding, Biofiltración, Composta, Presión Crítica, Biomasa Crítica. Mantenimiento Preventivo.
Vídeo
Resumen
La industria del Poliéster Reforzado con Fibra de Vidrio en la Argentina tiene un importante desarrollo, pero son pocas las que implementan tecnologías destinadas a disminuir sus emisiones, principalmente motivadas por una falta de regulación y control gubernamental.
El presente trabajo constituye un caso de diseño aplicado en una industria de fabricación de tuberías de Poliéster Reforzado con Fibra de Vidrio (PRFV) que pretende reducir sus emisiones de monómero de Estireno, generadas en su proceso de Filament Winding y Chop Hoop combinados. Contando con datos de consumo de resinas en un período de máxima producción y la concentración del monómero de Estireno, se aplicó un método de cálculo de factor de emisión modificado, para estimar la cantidad de monómero no polimerizado, y se propusieron así, alternativas de Buenas Prácticas de Manufactura (BPM) y el diseño de un biofiltro de lecho fijo.
Con el objetivo de optimizar el uso y mantenimiento del biofiltro diseñado, se estimó el tiempo crítico de funcionamiento utilizando la Ecuación de Ergun y el modelo de biomasa crítica. Como conclusión, se estimó un tiempo de recambio inicial del lecho en 16 meses y se propuso una alternativa económica de mantenimiento preventivo del biofiltro.
1. Introducción
En el ámbito local, algunas empresas se han visto afectadas socialmente debido a la problemática relacionada a la emisión de COVs y generación de olores, tal es el caso de la Industria del PRFV. Este estudio, se trata de una planta industrial ubicada en el Departamento de Santa Rosa, Provincia de Mendoza, Argentina, en la que se planteó la necesidad de una solución integral destinada a disminuir sus emisiones. En dicha industria se manejan mensualmente alrededor de 289.000 Kg de resina Tereftálica, con un contenido de Estireno diluido del orden del 35%, es decir 101.150 Kg. El proceso de fabricación constituye un sistema combinado de Filament Winding y Chop Hoop, ambos de moldeo abierto, por tal motivo las emisiones son mayores comparadas con otras tecnologías de fabricación como pueden ser el Moldeo por Presión, Pultrusión o Moldeo por Trasferencia de Resina (EPA 454-93). El proceso de Filament Winding y Chop Hoop consiste básicamente en la aplicación de vidrio continuo bobinado sobre un molde, con aspersión de resina Tereftálica pre-catalizada con sistema MEK-cobalto y aditivos inhibidores y des-burbujeantes, combinado con aspersión de vidrio picado. En las Figuras N° 1 y 2 se muestra el sistema de aplicación.
Los niveles de concentración observados durante el período de máxima producción (2014) alcanzaron los siguientes valores: (concentraciones en servicio normal detectadas) en ovilladora: 20 mg/Nm3; en zona de Hand lay-up: 12,08 mg/Nm3; en sector de ovillado de gran porte de moldes: 38,75 mg/Nm3. Si bien dichos valores se encuentran dentro de los admisibles definidos por la Regulación local en Seguridad e Higiene en el trabajo (20 ppm), la problemática de la generación de olores no está resuelta, debido principalmente al bajo valor del umbral olfativo del monómero de Estireno, para el cual, el valor puede promediar entre los 0,15 ppm y los 25 ppm, (Antonio Carvhalo, 2.001), según los valores indicados.
Por lo tanto fueron propuestos los siguientes objetivos para una solución integral del problema: 1) Implementación de técnicas de Buenas Prácticas de Manufactura aplicadas al proceso en cuestión; 2) Diseño integral de un biofiltro de lecho fijo para el tratamiento de monómero de Estireno y otros COVs (según datos recopilados en planta, estos últimos se encuentran en el orden del 5% de las emisiones totales); 3) Definir la frecuencia y metodología de mantenimiento preventivo del lecho de manera de reducir los costos operativos relacionados.
 |
 |
| Fig. 1 y Fig. 2. Vista del molde con los sistemas aspersores aplicados: a) resina, b) vidrio picado, c) vidrio continuo. | |
2. Materiales y métodos
2.1. Etapa Estimación de la Emisión
En esta etapa del estudio se realizó una profunda revisión bibliográfica sobre diferentes metodologías existentes para la estimación de emisiones, de lo cual surgió la posibilidad de utilizar la propuesta de factor de emisión modificada (Nuñez, 2.001), según la ecuación (1):
| 1) |
EF es el factor de emisión, considerado como un porcentaje de monómero de Estireno presente en la resina o gel-coat; EFb: Es el factor de emisión de línea base, resultado de procesos bajo típicas condiciones de operación; Mf1,2,...k: Son los factores de modificación aplicables, basados en cambios de los parámetros que afectan las emisiones de Estireno (tiempo de gel, contenido de Estireno, espesor de resina, etc.). El valor de línea base se obtuvo considerando los datos del reporte del EPA-600/R-97-018a (NTIS PB97-181440) y la determinación del volumen de emisión fue calculado utilizando el modelo definido por la AQMD (South Coast Air Quality Management District, Los Ángeles, EUA), RTI y FCA quienes aportan la última revisión para los cálculos de emisión, definidos en el reporte final del EPA 454/R-93-011 de abril de 1.993, modificados y revisados por el informe de junio de 2.007. Para el análisis se consideró despreciable el contenido de DMA, Cobalto y Acetona debido al bajo volumen utilizado. El valor de línea base, según el AQMD es de 0,07, cuando la resina poliéster contiene un 35% de estireno. Éste último valor fue determinado experimentalmente a través del análisis de Determinación de Sólidos en resinas poliéster, el cual arrojó un promedio de 34 a 35% de monómero en la resina utilizada en el período 2.014. Los factores de modificación fueron estimados, considerando las condiciones medidas en la planta de operaciones en relación a: contenido neto de estireno en la resina, existencia de supresores de volátiles, distancia entre atomizador y molde, porcentaje de resina atomizada fuera del molde, espesor de resina alcanzado, tiempo de gel, velocidad de aplicación, temperatura ambiente y velocidad de circulación del aire.
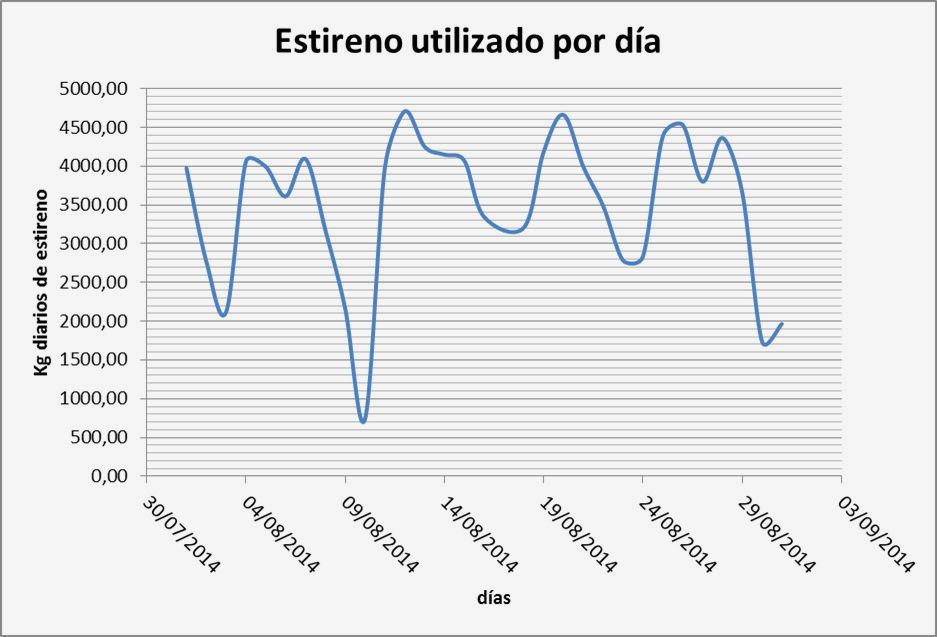
El volumen de monómero de Estireno consumido en el proceso, se obtuvo de los consumos reales del período de máxima producción de la planta (Figura N° 3). Respecto a la concentración de Estireno, la misma fue medida en diferentes puntos de la planta a través de los métodos de muestreo NIOSH N° 1500/1 y N° 2549.
2.2 Etapa Análisis de Buenas Prácticas de Manufactura y Diseño de Biofiltro.
En base a los reportes del EPA se propusieron alternativas de disminución de emisiones in-situ de muy bajo costo (solo se anunciarán las principales). Respecto al diseño del biofiltro, se propuso el dimensionamiento de todas las instalaciones, partiendo de la ecuación de tiempo de residencia real (tRr=V.θ/Q), donde V es el volumen del lecho, θ es la porosidad y Q el caudal a tratar. Se optó por un lecho fijo abierto, siguiendo los criterios de “lecho óptimo” (Devinny, 1.994), y relleno de material de compostaje y chips de madera 80:20, según el aporte del municipio local. Se realizó una estimación de la inversión inicial
2.3 Aplicación del Modelo de Caída de Presión y tiempo crítico de funcionamiento para estimación de frecuencia de Mantenimiento Preventivo.
Para estimar el tiempo de funcionamiento estable se plantearon las siguientes suposiciones: 1) La caída de presión en el lecho es consecuencia del crecimiento microbiológico, que afecta reduciendo la dimensión del poro; 2) Las partículas que componen el lecho son consideradas esféricas y homogéneas, por lo cual se tuvo que definir un factor de esfericidad (φ) y diámetro equivalente (dp); 3) El proceso de compactación se consideró despreciable y no se tuvo en cuenta la formación de canalizaciones preferenciales debido a que se consideran rigurosos controles en el lecho; 4) La flora microbiana es la propia del material de compostaje y no se requiere inoculación previa; 5) El pH, nutrientes, temperatura y condiciones de humedad son las consideradas habitualmente y se mantendrán bajo control estricto a lo largo de la vida útil del sistema; 6) La biomasa esta activa (no hay biomasa inerte), con densidad homogénea y no se encuentra estratificada; 7) La adsorción de los sólidos del lecho es despreciable. Luego, podemos relacionar la ecuación de Ergun (1.952) modificada por Macdonald (2) y la de tiempo crítico (3) (Okkerse et al., 1.999, citado por Xi et al., 2.006), considerando que se alcanzan condiciones inestables cuando la caída de presión (ΔP/Δx) ronda los 1.000 Pa/m (Leson et al., 1.997). Para estimar el exceso de biomasa se propuso la ecuación de porosidad crítica, θf, (4) (Sagastume et al., 2.003) y la ecuación del número de coordinación, n, (5) (Dullien, 1.992):
| 2) | 3) | ||
| 4) | 5) |
3. Resultados y discusión
En la Figura N° 3 se indica el consumo de Estireno para el mes de mayor volumen de producción (Agosto 2.014), el cual se toma como base para evaluar la emisión total. Si bien existe una variación diaria importante, el consumo medio fue de 3.500 Kg/día, pero para el cálculo de la emisión afectada por el factor se tomó el máximo registrado de 4.500 Kg aproximadamente. Con este valor y el factor de emisión modificado calculado de 4,33%, se obtuvieron 190 Kg/día emitidos al medio. Dicho valor es aceptable, considerando las reducciones de inventario registradas mensualmente, donde se observan diferencias entre el PRFV procesado y el consumido.
 |
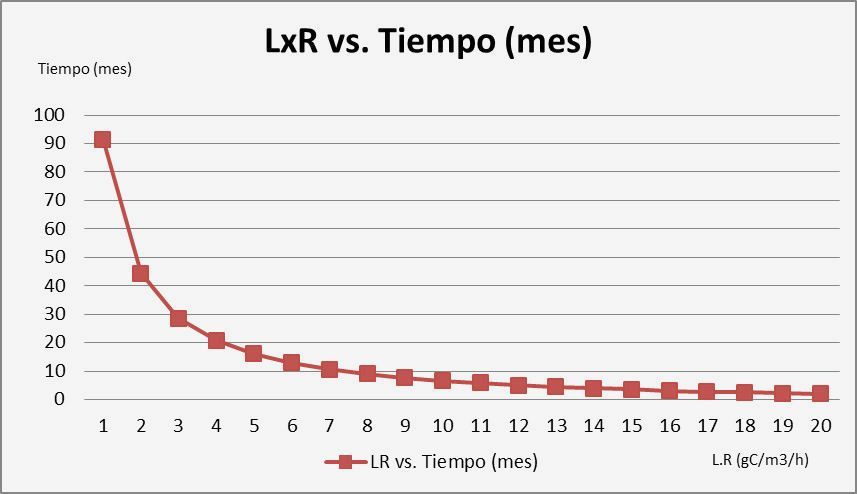 |
| Fig. 3 y 4: Variación diaria de consumo de estireno. Variación del Ԏc vs. LxR. | |
Con respecto a las BPM se propusieron medidas in-situ: 1) reducir distancia del aspersor de 300 a 100 mm y cambiar el paso de avance de la aspersión; 2) reducir la dimensión de las bandejas de limpieza hasta un 50%, disminuyendo el área superficial; 3) cambiar diariamente en lugar de semanalmente el material utilizado para la recolección del excedente de resina; 4) Instruir al personal en el uso de los bidones manteniéndolos cerrados y evitar derrames. Estas prácticas redujeron el scrap de resina y elementos de limpieza, pasando de 2 contenedores semanales en lugar de 3.
Luego se propuso el diseño del biofiltro. Si bien el monómero de estireno presenta cierto carácter insoluble en medio acuoso, se decidió este tipo de tecnología, teniendo en cuenta los resultados aceptables obtenidos experimentalmente (Zilli et al., 2001; Kim et al., 2005; R. Dehghanzadeh et al., 2005) para las concentraciones típicas aplicables a esta industria, como así también por el bajo costo de inversión que se requiere, teniendo en cuenta los recursos ya disponibles (compost, sistema de conducción, etc.). Las dimensiones para un caudal (Q) de 45.600 m3/h (según datos de la planta, para una tasa de renovación de aire de 4 ciclos diarios), con un tRr de 35 s y coeficiente de porosidad inicial para el compost-chips de origen vegetal (0,43), fue de 1.108 m3, de profundidad 2 m y área superficial de 554,15 m2. El costo de inversión inicial estimado fue de 149.600 dólares (dicho valor incluye el sistema de captación e impulsión de las emisiones, sin contar el sistema de conducción fabricado en PRFV que ya cuenta la planta y que proviene del material de rezago no disponible para la venta).
Por último, la estimación del tiempo crítico (Ԏs) se realizó considerando una porosidad de 0,43 inicial (Ima et al., 2007), coeficiente de esfericidad de 0,81 (Karladian et al., 2010), densidad del aire (ρ) 1,205 Kg/m3, viscosidad cinemática (μ) de 1,83x10-5 Kg/m/s, diámetro equivalente 0,0118 m (Nicolai et al., 2000, Karladian et al., 2010), y velocidad superficial calculada (v) de 0,06 m/s. Aplicando la ecuación (2), se obtiene una Pinicial de 25,03 Pa/m. Luego por iteración se calculó la porosidad crítica para 1000 Pa/m, la cual fue de 0,211, y con éste valor, y la ecuación (4) se obtuvo el espesor de biofilm (Lf): 5,1x10-4 m con un N° de coordinación (n) de 7,3 (5). La biomasa crítica (Xc) se estimó con este espesor y la densidad de biomasa de 1x105 g biomasa/m3 (Xi et al., 2012), en 9.448 gC/m3 (la conversión de g biomasa/m3 a gC/m3 se realizó utilizando la ecuación de biomasa de CH1,8O0,5N0,2 según Jorio et al., 2005). Luego, con la ecuación (3), se adoptó β en 0,2, b en 0,002 (Alonso et al., 1998, Yang et al., 2006) e Y de 0,69 (Jorio et al., 2005, Vafajoo et al., 2012), variando LxR (la carga volumétrica de ingreso por el rendimiento del sistema), se obtuvo la Figura N°4, que para nuestro caso, por tratarse de un L bajo (carga volumétrica), 6,97 gC/m2/h, estaremos en el orden de los 16 meses de recambio, tiempo a partir del cual se propone: 1) Mezclado del lecho 100%; 2) Remoción en mitades, invirtiendo la posición del lecho, colocando el material más alejado del ingreso del aire en la parte inferior y la otra en la parte superior
4. Conclusiones
El tiempo estimado de remoción es acorde a otras estimaciones realizadas (Okkerse et al., 1999, Xi et al., 2006) en función del LxR considerado. El trabajo integral desarrollado permitirá una notable reducción de las emisiones, y en consecuencia del costo, comprobado en una primera instancia, con la reducción de contenedores de scrap. La frecuencia de recambio es una herramienta útil a los fines de planificar el mantenimiento preventivo y sus costos por recambio del lecho
5. Referencias
AQMD. Guidelines for Calculating Emissions from Polyester Resin Operations AQMD Edition. 2007.
Alonso C., Suidan MT., Kim BR., Kim BJ. (1998). Dynamic mathematical model for the biodegradation of VOCs in a biofilter: biomass accumulation study. Environ. Sci. Technol. 2 3118–23.
Carvhalo Antonio. Poliésteres. Owens Corning Corporation Edition. 2001. Brasil.
Dallas Safriet Emission Inventory Branch U. S. Environmental Protection Agency, Research Triangle Park, Radian Corporation. Research Triangle Park. EPA-454/R-93-011. Work Assignment N° 01. Locating and Estimating air emissions from sources of styrene. Final Report. 1993.
Dehghanzadeh R., Torkian A., Bina B., Poormoghaddas H., Kalantary A. Biodegradation of styrene laden waste gas stream using a compost-based biofilter (2005). Chemosphere. Volume 60, Issue 3 434-439.
Devinny, J.S., M.A. Deshusses, T.S. Webster. (1999). Biofiltration for Air Pollution Control. Lewis Publishers, Boca Raton, FL.
Dullien, F. A. L. (1992). Porous media: Fluid transport and pore struc-ture, 2da Edición Académica, San Diego.
EPA National Risk Management Research Laboratory, Air Pollution Prevention and Control Division, in cooperation with Research Triangle Institute - FPR Model. http://www.epa.gov/ttn/chief/efdocs/.
Ergun, S. (1952). Fluid flow through packed columns. Chemical Engrg. Progress, 48(2), 89–94.
Haberlein Robert A. Febrero 28, 1998. CFA Emission Models for the Reinforced Plastics Industries.QEP Engineering Environmental Two Fisk Circle Annapolis. Composites Fabricators Association. International Cast Polymer Association. Composites Institute Edition.
Ima C. S. and Mann D. D. Setiembre, 2007. Physical Properties of Woodchip: Compost Mixtures used as Biofilter Media. Department of Biosystems Engineering. Agricultural Engineering International: Manuscript BC 07 005. Vol. IX.
Jorio Hasnaa, Brzezinski Ryszard, Heitz Michele. (2005). A novel procedure for the measurement of the kinetics of styrene biodegradation in a biofilter. Journal of Chemical Technology and Biotechnology J Chem Technol Biotechnol 80:796–804.
Karlanian M., L. Barbaro, D. Morisigue. (2010). Evaluación de compost comerciales: Determinaciones de parámetros físicos y químicos. INTA Ediciones. Instituto de Floricultura de Los Reseros y Las Cabañas s/n. Hurlingham. Argentina.
Kim J., Hee Wook R., Dong Jin J., Tae Ho L., Kyung-suk C. (2005). Styrene Degradation in a Polyurethane Biofilter Inoculated with Pseudomonas sp. IS-3. Journal Microbiology Biotechnology. 15(6). 1207-1213.
Kong, E.J.; Bahner, M.A.; Wright, R.S.; Clayton, C.A. Marzo 1997. Evaluation of Pollution Prevention Techniques to Reduce Styrene Emissions from Open Contact Molding Processes; EPA-600/R-97-018a (NTIS PB97-181440); U.S. Environmental Protection Agency: Research Triangle Park, NC. Vol. 1.
Leson, G., and Smith, B. J. (1997). Petroleum environmental research forum field study on biofilters for control of volatile hydrocarbons. J. Envir. Engrg., ASCE, 123 (6), 556–562.
NIOSH N° 1500/1. Muestra General del Área Laboral. NIOSH N° 2549. Método de Análisis: Cromatografía Gaseosa con Detección por espectrómetro de Masas. N° CAS: 64-17-5. Manual de Métodos analíticos NIOSH. 4ta Edición. 2003.
Morgan-Sagastume J. , Adalberto Noyola , Sergio Revah & Sarina J. Ergas. (2003) Changes in Physical Properties of a Compost Biofilter Treating Hydrogen Sulfide. Journal of the Air & Waste Management Association, 53:8, 1011-1021.
Nicolai R.E., K.A. Janni. (2000). Designing biofilters for livestock facilities. In: proceedings of the 2nd International Conference Air Pollution from Agricultural Operations. Octubre 9-2011. Des Moines, Iowa USA.
Nuñez Carlos N., Geddes H. Ramsey, Mark A. Bahner, C. Andrew Clayton. Diciembre 2001. An Empirical Model to Predict Styrene Emissions from Fiber-Reinforced Plastics Fabrication Processes. Journal of the Air & Waste Management Association. Air Pollution Prevention and Control Division, U.S. Environmental Protection Agency, National Risk Management Research Laboratory, Research Triangle Park, Research Triangle Institute.
Okkerse W. J. H., Ottengraf S.P.P, Osinga-Kuipers B. (1999). Biomass accumulation and clogging in biotrickling filters for waste gas treatment. Evaluation of a dynamic model using dichloromethane as a model pollutant. Biotechnology. Bioengineery. 63 418–430.
Vafajoo L., Naserranjbar A. and Khorasheh F., (2012). A mathematical model for removal of VOC’S from polluted air utilizing a biofilter. Chemical Engineering Transactions, Vol. 29, 1039-1044 1039.
Xi Jinying, Hu Hong-Ying, Qian Yi. (2006). Effect of operating conditions on long-term performance of a biofilter treating gaseous toluene: Biomass accumulation and stable-run time estimation. Biochemical Engineering Journal 31 165–172.
Xi Jin-Ying ,Hu Hong-Ying, Zhang Xian. (2012). Simulation of Biomass Accumulation Pattern in Vapor-Phase Biofilters. Environmental Engineering Science Vol. 29, N° 6 412-419.
Yang CP., Chen H., Zeng GM., Qu W., Zhong YY., Zhu XQ. (2006). Modeling toluene biodegradation in rotating drum biofilter. Water Sci. Technol. 54 137–44.
Zilli M., Palazzi E., Sene L., Coverti A., Del Borghi M. (2001). Toluene and styrene removal from air in biofilters. Process Biochemistry 37 423-429.